歡迎來到昆山吉美達精密機械有限公司【官網】—— 銅螺母鑲嵌件,數控車削件加工,精密偏心軸加工,車銑一體復合加工,走心機加工
語言選擇:  ∷
∷ 
∷ ∷ 
精密加工工藝是指加工精度和表面光潔程度高于各相應加工方法精加工的各種加工工藝。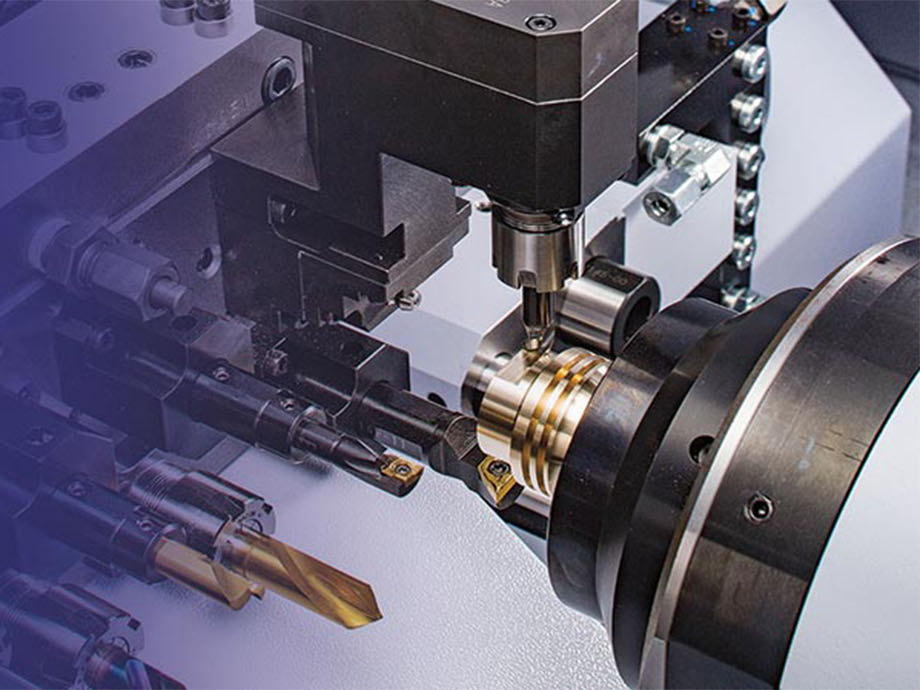
精密加工工藝包括精密切削加工(如金剛鏜、精密車削、寬刃精刨等)和高光潔高精度磨削。精密加工的加工精度一般在10~0.1μm,公差等級在IT5以上,表面粗糙度Ra在0.1μm以下。
依靠精度高、剛性好的機床和精細刃磨的刀具用很高或極低的切削速度、很小的切深和進給量在工件表面切去極薄一層金屬的過程,顯然,這個過程能顯著提高零件的加工精度。
由于切削過程殘留面積小,又最大限度地排除了切削力、切削熱和振動等的不利影響,因此能有效地去除上道工序留下的表面變質層,加工后表面基本上不帶有殘余拉應力,粗糙度也大大減小,極大地提高了加工表面質量。

擴展資料:
一、超精加工特點
1、超精加工是利用裝在振動頭上的細磨粒油石對工件進行微量切削的一種磨料精密加工方法。
2、超精加工主要是減小Ra值,可達0.2~0.012μm ,可適當提高形狀精度。
3、超精加工生產率很高,常用于加工曲軸、軋輥、軸承環和某些精密零件的外圓、內圓、平面、溝道表面和球面等。
二、作用
高光潔高精度磨削同樣要求機床有很高的精度和剛性,磨削過程是用經精細修整的砂輪,使每個磨粒上產生多個等高的微切削刃,以很小的磨削深度,在適當的磨削壓力下。
從工件表面切下很微細的切屑加上微切削刃呈微飩狀態時的滑擦,擠壓、撫平作用和多次無進給光磨階段的摩擦拋光作用。
從而獲得很高的加工精度和物理機械性能良好的高光潔表面。綜上所述,采用精密加工工藝可全面提高工件的加工精度和表面質量。
Copyright ? 2022 昆山吉美達精密機械有限公司 All Rights Reserved. 地址:江蘇省昆山市玉山鎮城北志圣路28號 蘇ICP備11045520號-1 XML地圖 技術支持:風云網絡







